200-H恒溫烙鐵頭無鉛烙鐵咀
名稱:高頻90-120W烙鐵頭 使用范圍快克203H.204H.203.BK2000A .1000A等高頻焊臺
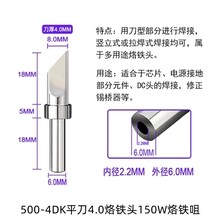
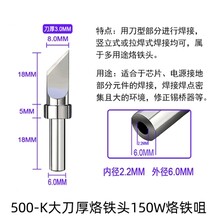
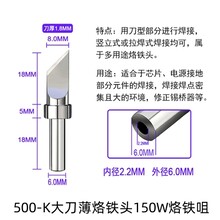
本廠生產(chǎn)的200-H烙鐵頭只有背面和側(cè)面可以爬錫�����,耐高溫��,在350-450度范圍工作氧化速度慢�,不變形、不穿洞���。無鉛用料����,無鉛環(huán)境制造��,確保符合無鉛制程要求���。鍍錫層在烙鐵頭的底部�����。適用于拉焊式焊接齒距較大的SOP�、QFP���、大焊點等焊接工作�����。
200-H恒溫烙鐵頭規(guī)格尺寸 200規(guī)格H 總長37mm 咀寬3.5mm
200-H恒溫烙鐵頭
焊點質(zhì)量的判定標(biāo)準(zhǔn)
1�、標(biāo)準(zhǔn)的錫點:
1)錫點成內(nèi)弧形
2)錫點要圓滿��、光滑、無針孔�、無松香漬
3)要有線腳,而且線腳的長度要在1-1.2MM之間����。
4)零件腳外形可見錫的流散性好。
5)錫將整個上錫位及零件腳包圍�����。
2����、不標(biāo)準(zhǔn)錫點的判定:
1)虛焊:看似焊住其實沒有焊住,主要有焊盤和引腳臟污或助焊劑和加熱時間不夠��。
2)短路:有腳零件在腳與腳之間被多余的焊錫所連接短路��,另一種現(xiàn)象則因檢驗人員使用鑷子�����、竹簽等操作不當(dāng)而導(dǎo)致腳與腳碰觸短路��,亦包括殘余錫渣使腳與腳短路
3)偏位:由于器件在焊前定位不準(zhǔn),或在焊接時造成失誤導(dǎo)致引腳不在規(guī)定的焊盤區(qū)域內(nèi)
4)少錫:少錫是指錫點太薄��,不能將零件銅皮充分覆蓋��,影響連接固定作用�����。
5)多錫:零件腳完全被錫覆蓋���,及形成外弧形,使零件外形及焊盤位不能見到,不能確定零件及焊盤是否上錫良好.
6)錯件:零件放置的規(guī)格或種類與作業(yè)規(guī)定或BOM�����、ECN不符者��,即為錯件�。
7)缺件:應(yīng)放置零件的位置,因不正常的原因而產(chǎn)生空缺����。
8)錫球、錫渣:PCB板表面附著多余的焊錫球�、錫渣,會導(dǎo)致細(xì)小管腳短路。
9)極性反向:極性方位正確性與加工要求不一致��,即為極性錯誤�。
3、不良焊點可能產(chǎn)生的原因:
1)形成錫球��,錫不能散布到整個焊盤��?烙鐵溫度過低����,或烙鐵頭太小���;焊盤氧化�。
2)拿開烙鐵時候形成錫尖�����?烙鐵不夠溫度����,助焊劑沒熔化,步起作用�。烙鐵頭溫度過高��,助焊劑揮發(fā)掉����,焊接時間太長���。
3)錫表面不光滑��,起皺?烙鐵溫度過高���,焊接時間過長����。
4)松香散布面積大����?烙鐵頭拿得太平。
5)錫珠����?錫線直接從烙鐵頭上加入、加錫過多����、烙鐵頭氧化�����、敲打烙鐵����。
6)PCB離層��?烙鐵溫度過高�����,烙鐵頭碰在板上���。
7)黑色松香�?溫度過高���。
標(biāo)簽:無鉛烙鐵咀200烙鐵頭
東莞市橫瀝三藏五金電子廠
-
林先生
-
廣東東莞市橫瀝振興西路
-
-
13712345020
-
信息由發(fā)布人自行提供,其真實性����、合法性由發(fā)布人負(fù)責(zé)��。交易匯款需謹(jǐn)慎�,請注意調(diào)查核實。